|
GPT
-Dortmund Engineering
|
|
Beamicon 5-Achsen CNC-Steuerung
Beamicon
(Bene's affordable Mill Controller)
5-Achs CNC
Steuerung für
Fräsmaschinen
Technische
Produktinformation
|

|
Produktkurzbeschreibung
Die BEAMICON-Steuerung ist eine vollwertige CNC-Steuerung mit eigenem,
leistungsfähigem Microprozessor. Sie verarbeitet CNC-Programme
nach
DIN (G-Code) und gibt Schritt- und Richtungssignale für
Leistungsendstufen
von Schritt- oder Servomotoren aus, wobei bis zu fünf Achsen
gleichzeitig
angesteuert werden können. Die Steuerung besitzt eine eigene
Benutzerschnittstelle
mit Bildschirm (wahlweise LCD) und Menüführung. Alle
Parameter
wie Auflösung, Verfahrwege, maximale Geschwindigkeit und
Beschleunigungswerte
könne frei eingestellt und an eine Vielzahl von Fräsmaschinen
angepaßt werden.
| Der Computer (PC) ist nur für die
Programmerstellung
notwendig. Nach dem Übertragen des CNC-Programms in die
BEAMICON-Steuerung
über RS232-Schnittstelle wird dieser nicht mehr benötigt. Die
Steuerung führt die Bahninterpolation und alle übrigen
Steuerungsaufgaben
eigenständig durch. Es wird daher keine besondere Anforderung an
die
Rechenleistung des PCs gestellt, er ist frei für belibige andere
Anwendungen.
Durch die leistungsfähigen, hardwareunterstützten
Recheneinheiten
sind Schrittfrequenzen bis 4 MHz möglich, sodaß auch bei
Schrittmotoren
mit Microschrittbetrieb oder Servomotoren mit hochauflösenden
Encodern
keine Einschränkungen in der Verfahrgeschwindigkeit entstehen. |
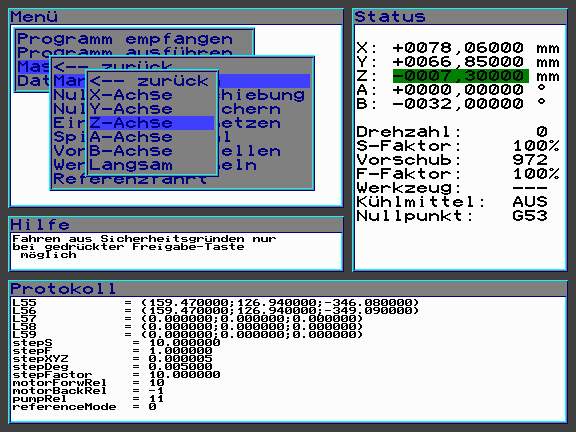
Bildschirm der BEAMICON-Steuerung (nicht PC!) |
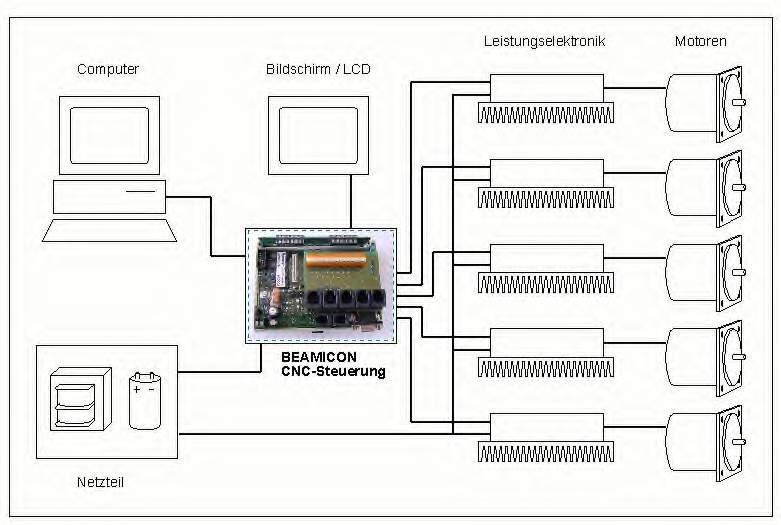
Das obige Bild zeigt die Rolle der BERAMICON-Steuerung in einer
typischen
CNC-Anlage. Zur besseren Übersichtlichkeit sind Bedienelemente,
Endschalter
und Zusatzagregate (Spindelmotor, Kühlmittelpumpe usw.) nicht
dargestellt.
Leistungsmerkmale im Überblick:
- Leistungsfähiger Prozessor (Motorola ColdFire 32-Bit RISC),
spezielle
Beschleunigungshardware für Bahninterpolation
- Unterstützt Maschinen mit 3 bis 5 Achsen und verschiedenen
Geometrien
(Anordnung von Drehachsen, zB. XYZA oder XYZBC)
- TTL-Kompatible Ausgänge für Schritt/Richtung zur
Ansteuerung
von Servo- oder Schrittmotorendstufen
- Bedienung über Menüsteuerung (VGA-kompatibler Monitor
oder
LCD)
- Serielle Schnittstelle (RS232, optional USB) für
Übertragung von
CNC-Programmen
und Parametern
- Schrittfrequenz bis 4MHz möglich, dadurch auch bei
Microschritt
oder
hochauflösenden Encodern keine Einschränkung der
Verfahrgeschwindigkeit
- Lineare Interpolation von bis zu 5 Achsen gleichzeitig
- Echte Kreis- und Helixinterpolation (2-3 Achsen), keine n-eckigen
Polygone
- Rechenfunktionen (Formeln) im G-Code erlaubt (z.B. X=I*10+50)
- Sanfte Beschleunigungs/Bremsrampen mit kubischer
Spline-Charakteristik
für ruckfreies Anfahren
- Optimierte Bearbeitung zusammenhängender Linienzüge
ohne
Abbremsen
spart Zeit bei Freiformflächen
- Spezialbefehle (z.B. automatischer Werkzeugwechsel und
Längenvermessung) können durch spezielle Unterprogramme
(Macros) selbst programmiert und an verschiedene Maschinen angepasst
werden.
- Bedingte Ausführung (IF THEN) und Stopbedingung (G1 X100
UNTIL M101=1) möglich
- Glättung von Kurven und Freiformflächen durch
automatisches Einfügen von abgerundeten Bögen möglich
- Stop und Wiederanlauf ohne Schrittverlust an jeder Stelle
möglich
- Optionales Handsteuermodul ("digitales Handrad") für
komfortablere
Bedienung erhältlich
- Veränderung von Vorschub und Spindeldrehzahl bei laufendem
Programm möglich ("Feed-Override")
- Feldbus-Interface ermöglicht beliebige Erweiterung von
Ein-/Ausgangskanälen,
z.B. für Werkzeugwechsler, Spannvorrichtungen, Frequenzumrichtern
uvm.
- Alle Parameter frei einstellbar (Verfahrwege, Auflösung,
max.
Geschwindigkeit
und Beschleunigung usw.)
- Steigungs- und Winkelfehler der Maschine (Streckung, Scherung,
Drehung) können per Software ausgeglichen werden
- Software-Updates ohne Tauschen von Bauteilen möglich
(Flash-Speicher)
- 0,5 bis 32MB Speicher für Programme und Daten (erweiterbar
mit
standard
SIM-Modulen)
- 190kB Festwertspeicher (Flash) für dauerhaftes Abspeichern
oft benötigter (Unter-) Programme
- Spannungsversorgung 9..36V, 4W max.
- Abmessungen 128,5 x 96,5 x 60mm, für Schaltschrankmontage
(Hutschiene
35mm)
Unterstützte
G-Befehle:
- 5 Achsen: X, Y, Z, A, B oder X, Y, Z, B, C oder X, Y, U, V,
B
- Vorschub-, Drehzahl, und Werkzeugparameter: F, S, T
- G0: Eilgang zu Punkt
- G1: Geraden-Interpolation
- G2, G3: Kreisinterpolation im/gegen Uhrzeigersinn
- G2, G3: Helixinterpolation (optional)
- G4: Verweilzeit
- G43, G49: Werkzeuglängenkompensation ein-/aus
(optional)
- G52, G74: Referenzpunkt anfahren (auch einzelne Achsen)
- G53: Nullpunktverschiebung aufheben
- G54-59: Nullpunktverschiebung aus Speicher 1-6 aktivieren
- G62: automatische Kantenverrundung (optional)
- G79: automatische Werkzeuglängenvermessung (optional)
- M0: Programmierter Halt (warte, fortsetzen bei erneutem
Start)
- M2: Programmende (alle Agregate aus)
- M3, M4: Spindelmotor einschalten
(vorwärts/rückwärts)
- M5: Spindelmotor Stop
- M6: automatischer Werkzeugwechsel (optional)
- M8: Kühlmittelpumpe oder Späneabsaugung an
- M9: Kühlmittelpumpe oder Späneabsaugung aus
- M30: Programmende mit Rücksetzen (Neustart)
- M98: Unterprogrammaufruf
- M99: Rückkehr aus Unterprogramm
- L54-59 Nullpunktspeicher 1-6 setzen
|
Nicht
unterstützt:
- Werkzeug-Radiuskompensation
- Spielausgleich (für Gleitlager, Trapezgewinde)
- Hexapod- oder andere 6-Achs-Geometrien (Roboter)
Erlaubt aber ignoriert:
- O: Programmnummer wird ignoriert
- G17-19: Ebenenauswahl wird ignoriert (automatisch über
IJK)
- G21: Koordinaten in mm (immer aktiv)
- G40: Werkzeugradiuskompensation aufheben
- G50: Maßstab verändern aufheben
- G69: Koordinatensystem drehen aufheben
- G90: absolute Maßangaben (immer aktiv)
- G94: Vorschub in mm/min (immer aktiv)
- G97: Spindeldrehzahl in U/min (immer aktiv)
|
Zusätzliche
Informationen
Installationshandbuch (elektrisch Daten, Anschlußbelegung,
Parametrisierbarkeit) Download
(PDF ca. 340kB)
Benutzerhandbuch (Bedienung und Programmierung) Download (PDF ca. 230kB)
Neuheiten
| Bitte beachten: |
Letzte Änderung:
25.6.2015
Bei Fragen, Sonderwünschen, Anregungen und Kritik schreiben Sie einfach eine Mail an
|
| |
|

|
|
© GPT-Dortmund Engineering, 2005
|
|
